Exothermic Welding Procedure is the process to achieves the molecular binding among two or more metallic conductors by a chemical reaction. This molecular binding improves mechanical, electrical and anti-corrosion properties compared with any mechanical connection. exothermic welding is the best way to make permanent, reliable and high conductivity connections for any installation requiring an earthing system.
Exothermic welding is often used to join copper conductors. The welding process joins two electrical conductors by use of superheated copper alloy. An exothermic reaction requires no external heat or current source. The reaction occurs between a copper thermite composition that heats the copper. The chemical reaction is aluminothermic, occurring between aluminum powder and copper oxides. The reaction reaches very high temperatures. Reactant powders and a spark is all that is needed for a high energy reaction.
Exothermic Welding Process
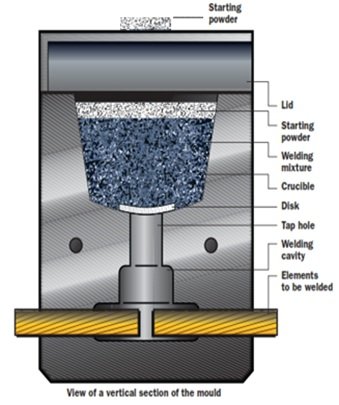
The process of Exothermic Welding is a method of making electrical connections of copper to copper or copper to steel in which no outside source of heat or power is required. In this process, a special weld material is placed into a high temperature resistant mold and ignited. The process of igniting the particles creates extremely high heat and molten metal (exothermic reaction) up to 1400 degree celsius, and produces a molten metal slag. This liquid copper metal flows into the weld cavity, filling any available space and completes the weld. The weld is then allowed to cool and solidify before it is removed from the mold. The mold is ready for the next weld after a brief cleaning with a brush. This entire process takes only seconds to complete.
Exothermic Welded connections produce a permanent connection, superior in performance to any known mechanical or pressure type surface-to-surface contact connector. Because the connection produced is a molecular bond, an exothermic welded connection will not loosen or increase in resistance over the lifetime of the installation.
FEATURES
- It has a superior electrical conductivity than the conductors themselves.
- It does not corrode oxide or degrade with time and is resistant to galvanic coupling.
- It is able to withstand repeated electrical discharges.
- It never increases its resistance.
- It has higher mechanical and squeezing resistance than the conductors themselves.
- It offers a permanent welding and a low resistance connection, essential for achieving longwearing and trustworthy results in earthings
- It guarantees the most common connections not only between copper cables but also for welding tapes and metallic pieces made of brass, stainless steel, and copper coated steel earth rods.
When Exothermic Welding is used?
Exothermic welding is most commonly used for permanently joining copper conductors. It is the only acceptable means of bonding copper to galvanized cable. It can also be used on stainless steel, cast iron, steel, brass, bronze, and more. If joining two dissimilar metals, exothermic welding is a good option. You’ll find Exothermic welding under the names of Such as AIWELD®
Process for Exothermic Welding is as follows:
STEP – 1:
Always wear protective safety glasses and gloves while working with exothermic welding products.
STEP – 2:
Gather all the proper material and equipment/accessories for the type of connection you are making. The typical Weld system requires a graphite mold, handle clamp, welding material, natural bristle brush for mold cleaning, wire brush for cleaning/preparing conductors, flint igniter, and propane torch. Check to ensure the graphite mold is not worn or broken, which could cause leakage of molten weld metal.

STEP – 3:
Slide the handle clamp into the pre-drilled holes with the proper orientation for the thumbscrews.
STEP – 4:
Tighten the clamp thumbscrews onto the mould.
STEP – 5:
Close the grips to tightly lock the mold. Make adjustments to tighten/loosen the handle clamp.
STEP – 6:
The material to be welded (cable, rod, tape) must be clean and dry using the brush included in the set of accessories. Thus the oxide layer and superficial impurity is eliminated. Given that the graphite mould also absorbs moisture, this should be removed by preheating with a gas welding torch to avoid a porous welding. After the first welding is done, it is not necessary to re-heat the mould if the next welding is done within 15 minutes as it conserves the previously generated heat.
STEP – 7:
Place the conductors in the mould and close the handle clamps to avoid material leakages during the reaction.
Please Note – If there is even a minor gap between the two Conductors, apply Sealing Compound at the places where the conductors is passing out else at the time of Welding, the Powder will spread out as a flame resulting in improper joint
STEP – 8:
Obstruct the tap hole with the metallic disk.
STEP – 9:
Empty the contents of the welding mixture package.

STEP – 10:
Empty 50% of the starting powder above Exothermic Weld Powder (Don’t Mix, just scatter) and than Close the Mould Mouth and than the rest 50% Starting Powder, Sprinkle it on the Mould Mouth nearby the small hole given on the top of the Mould Mouth.
STEP – 11:
Ignite the starting powder extended on the top/side of the mould using the flint igniters.
STEP – 12:
Once started, the reaction will take 3-4 seconds during which it is recommended to stand clear of the mould.
STEP – 13:
After at least 2 minutes of the bonding, open the mould by undoing the handle grip. Remove the mould from the
joint and clean the joint for any slag. Once open, clean the slag sticking to the mould with the relevant tool and
clean the cavities. The mould will be ready now to use again without having to reheat it as it is already warm.
Note: In Normal case minimum two moulds should be used on site to keep the process continue while one mould is cooled and cleaned after firing, the other should be used. The task should be undertaken very peacefully and one should not hurry.
GENERAL & SAFETY INSTRUCTIONS:
A. Only equipment and materials should be used to make connections.
B. Do not connect items except as detailed in instruction sheets. Failure to comply with these instructions may result in improper and unsafe connections,
damage to items being welded or even injury to body or property damage.
C. Do not use worn or broken equipment which could cause leakage. Sealing compound should be used in case of fine leakages.
D. When using Weld do not use welding material package if damaged or not fully intact.
E. Make connections in conformance with instructions and all governing codes.
F. Personnel should be properly trained and must wear safety glasses and gloves.
G. Avoid contact with hot materials.
H. Advise nearby personnel to stand at least 7 to 10 Foot away of welding operations site.
I. Remove or protect the inflammable material from the operation site to safeguard against fire hazards.
J. Provide adequate ventilation to the work area.
K. Do not smoke when handling starting material.
L. Avoid direct eye contact with “flash” of light from ignition of starting material.
F. Welding material is an exothermic mixture and reacts to produce hot molten material with temperatures in excess of 1400°C (2500°F) and a localized release
of smoke. Ignition temperatures are in excess of 900°C (1650°F) for welding material. These materials are not explosive.
G. Adhering to the welding procedures will minimize risk of burns and fire caused by hot molten material spillage. In case of fire, use of water or CO2 will aid in control of burning containers. Large quantities of water will aid in controlling a fire should the exothermic materials become involved. Water should be applied from a distance.
H. All governing codes and regulations and those required by the job site must be observed. Always use appropriate safety equipment such as eye protection, hard hat, and gloves as appropriate to the application.
WARNING :
1. Products shall be installed and used only as indicated in product instruction sheets.
2. Products must never be used for a purpose other than the purpose for which they were designed or in a manner that exceeds specified load ratings.
3. All instructions must be completely followed to ensure proper and safe installation and performance.
4. Improper installation, misuse, misapplication or other failure to comply with instructions and warnings may cause bad weld joint, property damage or even serious badly injuries.
Advantages and Disadvantages of Exothermic Welding :
Compared for some other forms of welding, exothermic bonds employ a greater mechanical toughness. The weld can be proof against corrosion. You simply won’t notice an increase in electrical excess weight despite repeated small signal pulses; your weld is highly firm. The procedure is more costly, however. The task requires replaceable moulds, is not easily repeatable, which enable it to be impeded by means of poor weather conditions if the work is done out of doors.
Exothermic welding may also be done far from others. That reduces dangers to employees. A igniter is used with widespread graphite molds or a palatable made drop within weld metal ink cartridge, semi-permanent graphite crucible pattern, and an ignition company that connects your container with a cord.
MAINTENANCE & STORAGE INSTRUCTIONS:
1. Mould is usually good for 50 – 60 connections in field conditions.
2. The equipment is fragile and should be handled carefully while in use.
3. Cleaning of moulds should be done using appropriate brush / tool after the mould is reasonably cool after a weld process. Avoid hot mould cleaning.
4. Cavity cleaning should be carefully done to avoid damages / chipping.
5. On completion of task, mould should be well cleaned from inside and from outside using soft cloth. It should be properly wrapped in Bubble Plastic Packing while storing it.
6. The moulds and the weld powder should always be stored in cool & dry places.
7. All tools and accessories must be cleaned before storing to safe reuse.